



密炼机 http://www.jdldh.com
高填充造粒机 http://hkb888.qqzyw.com/
EVA片材挤出机 http://hyt888.qqzyw.com/
片材挤出机 http://hkbjdl.qqzyw.com
塑料造粒机 http://hkbhkb.qqzyw.com/

 产品分类 产品分类网站公告 联系方式荣誉资质友情链接新闻中心站内搜索 |
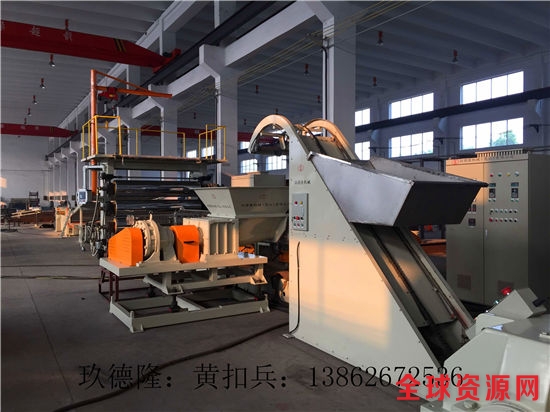
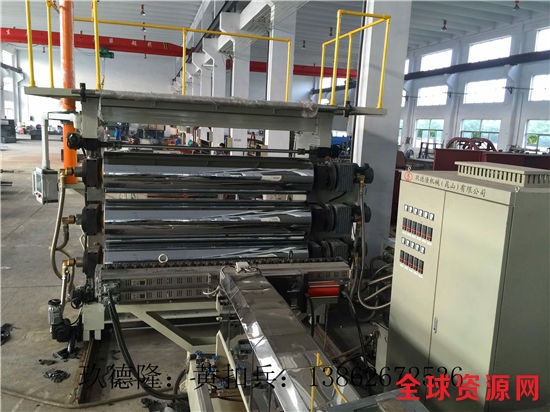
详细信息 EPDM内饰片材生产线 橡胶:世界上通用的橡胶的定义引自美国的国家标准ASTM-D1566(America Society of Test and Material)。定义如下:橡胶是一种材料,它在大的变形下能迅速而有力地恢复其变形,能够被改性(硫化)。改性的橡胶实质上不溶于(但能溶脹于)沸腾的苯、甲乙酮、乙醇—甲苯混合物等溶剂中。改性的橡胶室温下(18~29℃)被拉伸到原来长度的两倍并保持一分钟后除掉外力,它能在一分钟内恢复到原来长度的1.5倍以下,具有上述特征的材料称为橡胶。EPDM内饰片材生产线注:1)橡胶是一种材料,具有特定的使用性能和加工性能,属有机高分子材料。2)橡胶在室温下具有高弹性。3)橡胶能够被改性是指它能够硫化。4)改性的橡胶即硫化胶不溶解但能溶胀。EPDM内饰片材生产线2.生胶: 没有加入配合剂且尚未交联的橡胶。一般由线型大分子或带有支链的线型大分子构成,可以溶于有机溶剂。EPDM内饰片材生产线3.混炼胶:生胶与配合剂经加工混合均匀且未被交联的橡胶。EPDM内饰片材生产线常用的配合剂有硫化剂、促进剂、活性剂、补强填充剂、防老剂等。4.硫化胶:混炼胶在一定的温度、压力和时间作用下,经交联由线型大分子变成三维网状结构而得到的橡胶。一般不溶于溶剂。EPDM内饰片材生产线二.橡胶的分类1.按来源和用途分:2.按主链结构及极性分类3.按形态分:固体橡胶(块状橡胶)、液体橡胶、粉末橡胶4.按交联结构分:化学交联的传统橡胶、热塑性弹性体以上各种橡胶,NR的用量最大,其次是SBR、BR、EPDM、IIR、CR、NBR,近年来,NR的用量占全部橡胶用量的30%~40%,SBR占合成橡胶的40%~50%。三.橡胶工艺原理EPDM内饰片材生产线1. 橡胶的配合 根据制品的性能要求,考虑加工工艺性能和成本等因素,把生胶和配合剂组合在一起的过程。一般的配合体系包括生胶、硫化体系、补强体系、防护体系、增塑体系等。有时还包括其它一些特殊的体系如阻燃、着色、发泡、抗静电、导电等体系。EPDM内饰片材生产线1) 生胶(或与其它高聚物并用):母体材料或基体材料2) 硫化体系:与橡胶大分子起化学作用,使橡胶由线型大分子变为三维网状结构,提高橡胶性能、稳定形态的体系。3) 补强填充体系:在橡胶中加入炭黑等补强剂或其它填充剂,或者提高其力学性能,改善工艺性能,或者降低制品成本。EPDM内饰片材生产线4) 防护体系:加入防老剂,延缓橡胶的老化,提高制品的使用寿命。5) 增塑体系:降低制品硬度和混炼胶的粘度,改善加工工艺性能。2. 橡胶的加工工艺过程: 无论什么橡胶制品,都要经过混炼和硫化这两个过程。对许多橡胶制品,如胶管、胶带、轮胎等,还需经过压延、压出这两个过程,对门尼粘度比较高的生胶,还要塑炼。因此,橡胶加工中最基础、最重要的加工过程包括以下几个阶段:EPDM内饰片材生产线1)塑炼:降低生胶的分子量,增加塑性,提高可加工性。2)混炼:使配方中各个组分混合均匀,制成混炼胶。3)压延:混炼胶或与纺织物、钢丝等骨架材料通过压片、压型、贴合、擦胶、贴胶等操作制成一定规格的半成品的过程。4)压出:混炼胶通过口型压出各种断面的半成品的过程,如内胎、胎面、胎侧、胶管等。5)硫化:橡胶加工的最后一道工序,通过一定的温度、压力和时间后,使橡胶大分子发生化学反应产生交联的过程EPDM内饰片材生产线硫化是胶料通过生胶分子间交联,形成三维网络结构,制备硫化胶的基本过程。不同的硫化体系适用于不同的生胶。
密炼机 http://www.jdldh.com 高填充造粒机 http://hkb888.qqzyw.com/ EVA片材挤出机 http://hyt888.qqzyw.com/ 片材挤出机 http://hkbjdl.qqzyw.com 塑料造粒机 http://hkbhkb.qqzyw.com/ |